+86-15052135118
+86-15052135118 


 Luați legătura
Luați legătura

Ce definește un partener de înaltă performanță în șuruburi din oțel inoxidabil
Prioritățile cumpărătorului și semnificația reală a „capacității”
Un partener cu șuruburi din oțel inoxidabil de înaltă performanță nu este o simplă fabrică cu cold-headers și filet roles; este o organizație care poate traduce desenele și valorile țintă ale cuplului în rezultate stabile, repetabile, echilibrând în același timp costurile, livrarea și conformitatea. Când cauți o personalizat producător de șuruburi din oțel inoxidabil pentru proiecte OEM , în cele din urmă achiziționați performanță previzibilă pe parcursul ciclului de viață al produsului dvs. Prin urmare, capacitatea ar trebui să fie auditată pe cinci axe: stabilitatea procesului, cunoștințele metalurgice, maturitatea sistemului de calitate, colaborarea în inginerie și fiabilitatea aprovizionării. Furnizorii care câștigă premii pe termen lung tind să alinieze echipele interfuncționale devreme, să împărtășească feedback-ul privind fabricabilitatea în mod proactiv și să documenteze fiecare modificare în raport cu o revizuire controlată a desenului, astfel încât pistele de audit să rămână curate și urmăribile.
Semnale care reduc riscul înainte de primul PO
Indicatorii de risc apar adesea în mici detalii: citarea de note care demonstrează o înțelegere a stivuirii toleranței; pachete de certificare de probă care includ deja date despre compoziția chimică, duritatea și pulverizarea cu sare; și timpi realiști de livrare în loc de promisiuni optimiste. Un partener care propune în mod voluntar alternative - de exemplu, sugerând 305 pentru formarea îmbunătățită a firelor în foi subțiri, menținând în același timp rezistența la coroziune aproape de 304 - de obicei înțelege compromisurile cu care te vei confrunta în domeniu. Acest lucru este deosebit de important atunci când volumele de lansare cresc și returnările timpurii trebuie reduse la minimum. Căutați furnizori care își descriu fereastra de proces, inclusiv intervalul de viteză de direcție, presiunea de rulare și controlul lubrifierii, mai degrabă decât cei care prezintă doar un preț.
Cum personalizarea schimbă economia
Personalizarea crește valoarea atunci când consolidează piesele, reduce pașii de asamblare sau îmbunătățește performanța pe teren, dar adaugă costuri fixe în scule și calificare. Dreapta personalizat stainless steel screw manufacturer for OEM projects va cuantifica volumele de rentabilitate, va amortiza instrumentele în mod responsabil și va sprijini versiunile de pre-producție cu linii pilot. Pentru volume mici sau medii, instrumentele modulare și configurațiile flexibile țin economia unității sub control; pentru volume mai mari, matrițele dedicate și sortarea automată oferă atât avantaje de cost, cât și de calitate. Partenerul dvs. ar trebui să propună strategii de inspecție, cum ar fi sortarea optică 100% pentru diametre critice sau testarea cuplului pentru integritatea adânciturii, bazate pe profilul de risc al aplicației dvs., mai degrabă decât pe o abordare unică.
Lista de verificare pe care o puteți folosi astăzi
- Solicitați o mostră de dosar asemănător PPAP, inclusiv aspectul dimensional, certificatele de material și indici de capacitate de proces.
- Solicitați note DFM scrise și două opțiuni alternative de material/proces cu argumente pro și contra.
- Confirmați capacitatea furnizorului de a serializa loturile și de a oferi trasabilitate înapoi la numerele de căldură ale firelor.
- Verificați dacă acțiunile corective sunt încheiate cu dovezi (fotografii, noi indicatori, plan de control revizuit).
Clasele materialelor, comportamentul la coroziune și cartografierea cazurilor de utilizare
De ce este importantă selecția de note dincolo de o linie de catalog
La elementele de fixare, alegerea gradului definește modurile de defecțiune cu mult înainte de prima asamblare. O Furnizor de șuruburi de calitate marină 316 va pune accent pe rezistența la stropire și coroziunea în crăpături în medii bogate în clorură, în timp ce o aplicație interioară auto poate acorda prioritate controlului uzului și finisajului cosmetic. Calitățile austenitice precum 304 și 316 oferă o rezistență generală excelentă la coroziune și o formabilitate bună, gradele martensitice precum 410 oferă o rezistență mai mare și o întărire mai bună în punctul de foraj, iar opțiunile duplex oferă atât rezistență, cât și rezistență la clorură, cu avertismente privind complexitatea formării și aprovizionării. Selecția dvs. ar trebui să se bazeze pe mediul specific: ciclul de temperatură, expunerea la clorură, nivelurile de stres și cuplurile galvanice cu materialele de împerechere.
Compararea opțiunilor comune de inox în limbaj simplu
Comparativ cu 304, 316 demonstrează o rezistență mai bună la cloruri datorită adaosurilor de molibden, ceea ce explică dominația sa în hardware-ul maritim; cu toate acestea, 316 este de obicei mai costisitor și puțin mai provocator la călirea prin muncă. În schimb, 410 poate fi întărit pentru forfecare mai mare în aplicațiile de foraj, dar sacrifică rezistența la coroziune, făcându-l mai potrivit pentru medii interioare sau acoperite. Calitățile duplex pot depăși 316 în ceea ce privește rezistența și rezistența la sâmburi, dar pot complica formarea și necesită un control atent în timpul tratamentului termic și al decaparii, pe care nu orice magazin le poate executa economic.
| Nota | Familial | Forța tipică | Comportamentul la coroziune | Utilizări tipice |
| 304 | Austenitic | Bună întindere, duritate moderată | Utilizare generală, rezistență generală bună | Electrocasnice, arhitecturale, feronerie generala |
| 316 | Austenitic | Similar cu 304 | Rezistență superioară la clorură | Marine, prelucrare chimică, structuri de coastă |
| 410 | martensitic | Poate fi întărit; forfecare mare | Rezistență mai mică la coroziune | Puncte de autoforaj, ansambluri interioare |
| 2205 Duplex | Duplex | Rezistență ridicată | Rezistență excelentă la clorură | Offshore, pompe, dispozitive de încărcare mare |
Uzură, pasivare și finisaje de suprafață
O problemă frecventă de câmp în șuruburile inoxidabile este uzura, unde aliaje similare se gripează sub sarcină. Măsurile preventive includ rularea filetului sub lubrifiere controlată, utilizarea materialelor nuci diferite și aplicarea de finisaje care reduc frecarea. Pasivarea îndepărtează fierul liber și reface stratul de oxid bogat în crom; electro-lustruirea netezește micro-asperitățile; lubrifianții cu peliculă uscată scad variația cuplului de asamblare. Un cunoscător Furnizor de șuruburi de calitate marină 316 va specifica chimia de pasivare compatibilă cu clasele cu purtători de molibden și va recomanda lubrifianți sau acoperiri de asamblare atunci când studiile asupra îmbinărilor indică o dispersie mare în sarcina de prindere.
Sfaturi practice de selecție
- Hartă mediul: cloruri, pH, temperatură și cupluri galvanice; alegeți nota în consecință.
- Solicitați stropii de sare sau, mai bine, date de coroziune ciclică aliniate la condițiile dvs. de service.
- Definiți curbele cuplu-tensiune cu și fără lubrifiant pentru a cuantifica consistența sarcinii clemei.
De la sârmă până la piesa finită: procese, standarde și asigurare a calității
Fluxul procesului și de ce contează
La evaluarea unui Fabrică de elemente de fixare din inox certificată ISO , examinați fluxul de la capăt la capăt. Calitatea începe cu selecția firului și sferoidizarea pentru a asigura un răspuns uniform de formare la rece, apoi trece prin capul la rece pentru a forma capul, rularea filetului pentru a stabili firele întărite prin lucru, găurirea sau îndreptarea acolo unde este necesar, tratarea termică pentru clasele martensitice și operațiunile de finisare cum ar fi turnarea, pasivarea și sortarea. Fiecare etapă are intrări critice - toleranța diametrului firului, viteza de îndreptare, alinierea matriței de rulare, atmosfera cuptorului și chimia băii - care trebuie monitorizate și înregistrate. Planul de control al fabricii ar trebui să lege aceste intrări cu CTQ-urile (caracteristicile critice pentru calitate) care apar pe desenul dvs., iar analiza sistemelor de măsurare ar trebui să demonstreze că instrumentele și sistemele de viziune sunt de încredere.
Standarde, documentație și trasabilitate
Fabricile de clasă mondială se documentează conform standardelor recunoscute și mențin trasabilitatea gata de audit. Așteptați-vă ca indicațiile dimensionale să se alinieze cu normele ISO 898, ISO 3506 sau normele echivalente privind elementele de fixare din inox, în timp ce firele respectă standardele ISO metrice sau unificate, în funcție de piața dvs. Un Fabrică de elemente de fixare din inox certificată ISO va completa aceste norme cu un QMS robust, care include inspecția primită, SPC în proces, verificarea finală și procedurile de neconformitate care escaladează la acțiuni corective cu analiza cauzei principale. Fiecare lot ar trebui să fie urmărit până la numerele de căldură, iar înregistrările ar trebui să rămână pe toată durata de viață a produsului, plus orice tampon de reglementare de care aveți nevoie.
Capacitate de proces și sortare automată
Producția stabilă se manifestă în valorile Cp/Cpk care depășesc minimele dumneavoastră la caracteristici critice, cum ar fi diametrele majore/minore ale filetului, înălțimile capului și calitatea adânciturii. Sistemele automate de vizualizare la 360 de grade pot sorta după lungime, deformare, defecte ale filetului și umplere a adânciturii, în timp ce metodele cu curenți turbionari sau laser evaluează materiale mixte. Pentru îmbinările cu risc ridicat - gândiți-vă la ansambluri critice pentru siguranță - sortarea 100% este justificată chiar dacă adaugă costuri; pentru hardware-ul general, planurile de eșantionare pot fi suficiente. Partenerul potrivit alege strategia care vă protejează linia fără balonarea prețurilor unitare.
Comparație tipică de proces și control
În comparație doar cu prelevarea manuală, sortarea optică automată reduce în mod dramatic scăpările în bavuri și defectele adâncituri, în timp ce controlul rețetei cuptorului stabilizează în primul rând duritatea și, prin urmare, performanța la forfecare. Tabelul de mai jos rezumă modul în care controalele se corelează cu rezultatele, astfel încât să puteți prioritiza investițiile.
| Controla | Scopul principal | Beneficiul principal | Când să utilizați |
| Verificarea spectrului firului de intrare | Verificați chimia | Previne amestecurile de aliaje | Toate loturile, în special plante multi-grade |
| Rubrica SPC | Monitorizați înălțimea/diametrul capului | Scaun stabil și angajare a conducerii | Aplicații cu cuplu ridicat |
| Calibre de rulare a firului | Controlul pasului și diametrului | Sarcina de prindere constantă | Toate piesele filetate |
| Înregistrator de tratament termic | Timp/temperatura/registre | Duritate previzibilă | martensitic/duplex parts |
| Sortare optică | Screening-ul defectelor vizuale | PPM inferioară scapă | Piese critice pentru siguranță sau cosmetice |
Personalizare tehnică: fire, puncte, capete și DFM pentru modele cu autofiletare
Considerații de proiectare pentru șuruburile autofiletante
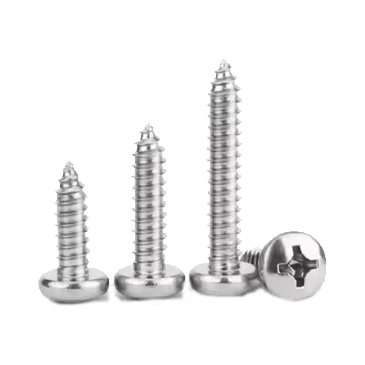
Aplicațiile care necesită asamblare rapidă în tablă, materiale plastice sau lemn se bazează pe geometria punctului, profilul filetului și starea suprafeței pentru a genera filete fiabile in situ. Un capabil autotapare șurub din oțel inoxidabil producător va propune stiluri de formare a filetului versus de tăiere a filetului bazate pe grosimea și duritatea substratului, va specifica dimensiunile găurilor pilot care controlează îndepărtarea și va recomanda acoperiri pentru a minimiza uzura. Alegerea capului (pan, înfundat, șaibă hexagonală sau forme de specialitate) trebuie să se alinieze cu accesul șoferului și cu zona de rulment necesară, iar selecția adânciturii (Phillips, stil Torx, mufă hexagonală) echilibrează capacitatea cuplului cu comportamentul ca-out în condiții de câmp.
Standardele firelor și comportamentul articulațiilor
Geometria filetului dictează curbele cuplu-tensiune, care, la rândul lor, stabilesc consistența sarcinii clemei și fiabilitatea câmpului. Filetele cu pas fin pot crește precizia clemei, dar riscă să se încrucișeze în asamblare grăbită; firele grosiere accelerează introducerea și îmbunătățesc toleranța la resturile din lemn. Inginerii ar trebui să valideze empiric ferestrele de cuplu utilizând drivere instrumentate, țintind o marjă de siguranță între cerințele minime de acționare până la defecțiune și cleme. Lucrul cu a autotapare stainless steel screw producer care poate rula studii pilot și partaja date este esențială pentru a obține aceste ferestre chiar înainte de lansare.
Compararea opțiunilor de fire și puncte
În comparație cu modelele de formare a filetului, șuruburile de tăiere a filetului reduc cuplul de antrenare, dar pot elimina așchii care interferează cu electronica; dimpotrivă, stilurile de formare produc filete femele mai puternice în substraturi ductile în timp ce solicită un cuplu de antrenare mai mare. În lemn, firele adânci și grosiere mușcă agresiv, dar pot despica speciile fragile, cu excepția cazului în care găurile pilot sunt dimensionate cu grijă.
| Tip | Cele mai bune substraturi | Avantaje | Considerații |
| Formarea firelor | Metale ductile, materiale plastice | Fire interne puternice; fara chips-uri | Cuplu de antrenare mai mare; risc de usturime |
| Tăierea filetului | Metale mai dure | Cuplu de antrenare mai mic | Produce chipsuri; are nevoie de autorizare |
| Autoforaj | Tablă de oțel | Găurire și filetare într-un singur pas | Controlul durității punctului critic |
| Șuruburi pentru lemn | Lemn moale/tare | Extragere mare; condus rapid | Dimensionarea pilotului pentru a preveni despicarea |
Practici DFM și Pilot Build
- Solicitați execuții pilot de 1-2 loturi cu modificări controlate ale parametrilor (lubrifiant de direcție, presiune de rulare) și comparați datele cuplului.
- Specificați acceptarea calibrelor de adâncime, inclusiv criteriile vizuale de „umplere” și oscilația maximă pe bitul de șofer.
- Documentați viteza de filetare sau de găurire pentru variantele cu autoforare pentru a stabiliza căldura la punct și a evita pierderea temperamentului.
Registrul de achiziții: MOQ-uri, timpi de livrare, ambalare și livrare globală
Economia volumului și strategia de inventar
În practică, dimensiunea comenzii determină nu numai costul unitar, ci și opțiunile de calitate disponibile și intensitatea inspecției. Un furnizor concentrat pe vrac șuruburi pentru lemn din oțel inoxidabil en-gros va menține adesea dimensiunile populare în semifabricate, permițând o conversie mai rapidă atunci când eliberați o comandă generală. Pentru a echilibra costurile de transport cu riscul de linie în jos, strategiile dual-bin sau VMI legate de previziunile de consum vă pot proteja de sezonalitate. Puteți ușura utilizarea la fabrică prin plasarea de retrageri lunare constante împotriva unui acord-cadru, care, la rândul său, vă poziționează pentru prețuri mai bune și prioritate pe piețele strâmte.
Ambalare, montare și protecție împotriva coroziunii
Ambalarea nu este o idee ulterioară; afectează direct performanța pe teren. Ambalajele uscate, fără ulei, susțin medii curate de asamblare, în timp ce inhibitorii de fază de vapori și desicanții protejează piesele în timpul transportului maritim. Pentru proiectele de coastă, a Furnizor de șuruburi de calitate marină 316 ar trebui să propună ambalaje validate prin testarea umidității și să ofere îndrumări privind perioada de valabilitate. Echitarea de către stația de asamblare reduce erorile de strângere și simplifică echilibrul liniei, iar cutiile interioare cu etichete de lot clare mențin trasabilitatea prin depozitul dumneavoastră. Dacă livrați la nivel global, standardizați dimensiunile cutiei pentru a se potrivi cu amprentele paleților și reduceți daunele cauzate de surplus.
Conformitate, documentare și cadență de comunicare
Sectoarele reglementate se așteaptă la documentație completă de conformitate: RoHS, REACH și rapoarte de testare a materialelor, plus orice declarații specifice industriei de care aveți nevoie. Maturitatea administrativă a unui Fabrică de elemente de fixare din inox certificată ISO apare în certificate curate, formatare consecventă și regăsire rapidă a înregistrărilor arhivate. Stabiliți o cadență de comunicare - actualizări săptămânale de producție în timpul rampei, QBR lunare după stabilizare - astfel încât abaterile să fie descoperite devreme și rezolvate cu o întrerupere minimă. Când apare o abatere, insistați asupra soluționării structurate a problemelor, cu verificări verificate de eficiență, mai degrabă decât numai izolare temporară.
Comparația globală a logisticii
În comparație cu transportul aerian, consolidarea oceanelor reduce considerabil costul pe kilogram, dar prelungește timpul de livrare; opțiunile intermodale le pot echilibra pe ambele. Alegerea depinde de urgența lansării, stocul de siguranță disponibil și costul penalizării unei opriri de linie. Tabelul rezumă compromisurile pentru a vă formula decizia.
| Metodă | Timp de tranzit | Cost | Risc | Caz de utilizare |
| Transport aerian | Rapid | Ridicat | Daune reduse, fluctuații de capacitate | Lansări, lipsuri urgente |
| Ocean LCL | Moderat spre Lent | Scăzut | Gestionarea riscului, variabilitatea programului | Durate flexibile, sensibile la costuri |
| Ocean FCL | Moderat | Scăzuter per unit | Stabil odată rezervat | Volume mari, constante |
| Feroviar/Intermodal | Moderat | Mediu | Depinde de traseu | Coridoarele interioare acolo unde sunt disponibile |
Pași acționați pentru a vă verifica și a vă selecta partenerul inoxidabil
Lista scurtă folosind dovezi, nu pretenții
Începeți prin a filtra pentru a personalizat producător de șuruburi din oțel inoxidabil pentru proiecte OEM care poate furniza studii de caz anonimizate cu date de cuplu-tensiune, rapoarte de analiză a defecțiunilor și documentație în stil PPAP, la cerere. Verificați revendicările cu eșantioane de certificate și solicitați fotografii sau videoclipuri cu echipamentul exact care va rula partea dvs. Un videoclip simplu cu rularea firului cu un turometru vizibil vă spune mai multe despre controlul procesului decât vor face vreodată limbajul de marketing generic.
Rulați o evaluare tehnică și o probă comercială în paralel
Calificați potrivirea inginerească - material, geometrie, finisaj - în timp ce testați simultan motorul comercial: acuratețea ofertei, receptivitatea și livrarea la timp a eșantioanelor. O autotapare stainless steel screw producer care poate livra loturi pilot consistente de două ori la rând este mult mai probabil să reușească în producție decât un magazin care uimește o dată și se poticnește mai târziu. Stabiliți criteriile de acceptare din față, inclusiv ferestre de cuplu, limite vizuale și specificații de ambalare, apoi măsurați-le în mod onest.
Blocați standardele, apoi scalați
Înainte de scalare, finalizați specificațiile și planurile de control cu un Fabrică de elemente de fixare din inox certificată ISO , inclusiv rezultatele R&R ale calibrelor și frecvențele de eșantionare. Pentru instalații de coastă sau chimice, păstrați o relație cu un de încredere Furnizor de șuruburi de calitate marină 316 pentru SKU-uri critice și menține stocul-tampon pentru articole sezoniere, cum ar fi pardoseala unde vrac șuruburi pentru lemn din oțel inoxidabil en-gros prețurile justifică inventarul incremental. Odată ce standardele sunt blocate și datele dovedesc stabilitate, scalarea devine mai degrabă un exercițiu de programare decât un joc de noroc.
Lista finală de verificare înainte de atribuire
- Desene semnate și datate cu control de revizuire și CTQ-uri convenite de comun acord.
- Specificații materiale și finisaj, inclusiv metoda de pasivare și orice lubrifianți.
- Specificațiile de ambalare cu etichetarea lotului, cantitățile interioare/exterioare și regulile de paletizare.
- Acord de calitate care acoperă nivelul PPAP (sau echivalent), criteriile de sortare și obiectivele PPM.
- Cale de escaladare cu persoane de contact numite pentru inginerie, calitate și logistică.